



PP PE ABS PS PC PA 300kg/h ઉચ્ચ ક્ષમતા નવી ટેકનોલોજી પ્લાસ્ટિક રિસાયક્લિંગ મશીન
પ્લાસ્ટિક પ્રોસેસ્ડ: HDPE, HDPE/PP, PE/PP, Lldpe, પોલિસ્ટરીન, ABS/PP, PP, LDPE, ABS
શરત: નવી
આઉટપુટ (kg/h): 300-350 kg/h
વિડિઓ આઉટગોઇંગ-નિરીક્ષણ: પ્રદાન કરેલ
મશીનરી ટેસ્ટ રિપોર્ટ: પ્રદાન કરેલ છે
મુખ્ય ઘટકોની વોરંટી: 1 વર્ષ
મુખ્ય ઘટકો: ગિયરબોક્સ, મોટર
મૂળ સ્થાન: ઝેજિયાંગ, ચીન
બ્રાન્ડ નામ: TP
પ્રકાર: દાણાદાર ઉત્પાદન લાઇન
સ્ક્રુ ડિઝાઇન: સિંગલ
વોલ્ટેજ: કસ્ટમાઇઝ્ડ, કસ્ટમાઇઝ્ડ
પરિમાણ(L*W*H): 4300*1200*1200mm*
1900*710*400mm
પાવર (kW): 37+15KW
વજન: 4
વોરંટી: 1 વર્ષ
શોરૂમ સ્થાન: ઇજિપ્ત, તુર્કી, રશિયા
લાગુ પડતા ઉદ્યોગો: મેન્યુફેક્ચરિંગ પ્લાન્ટ, ફાર્મ, ઘર વપરાશ, ઉર્જા અને ખાણકામ
વેચાણ પછીની સેવા પૂરી પાડવામાં આવેલ: મફત સ્પેરપાર્ટ્સ
ગિયરબોક્સ: સખત દાંત
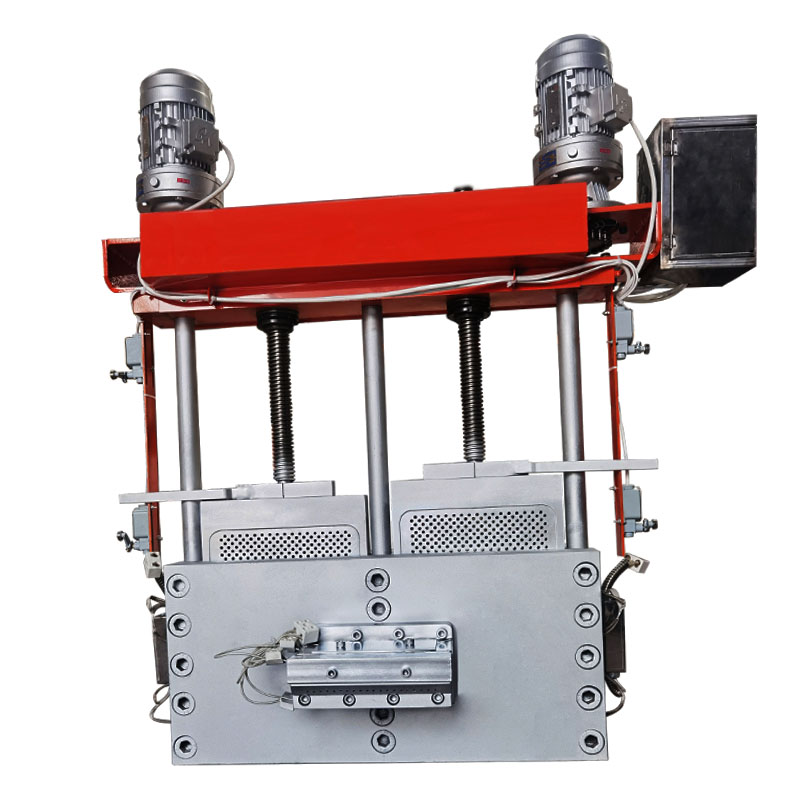
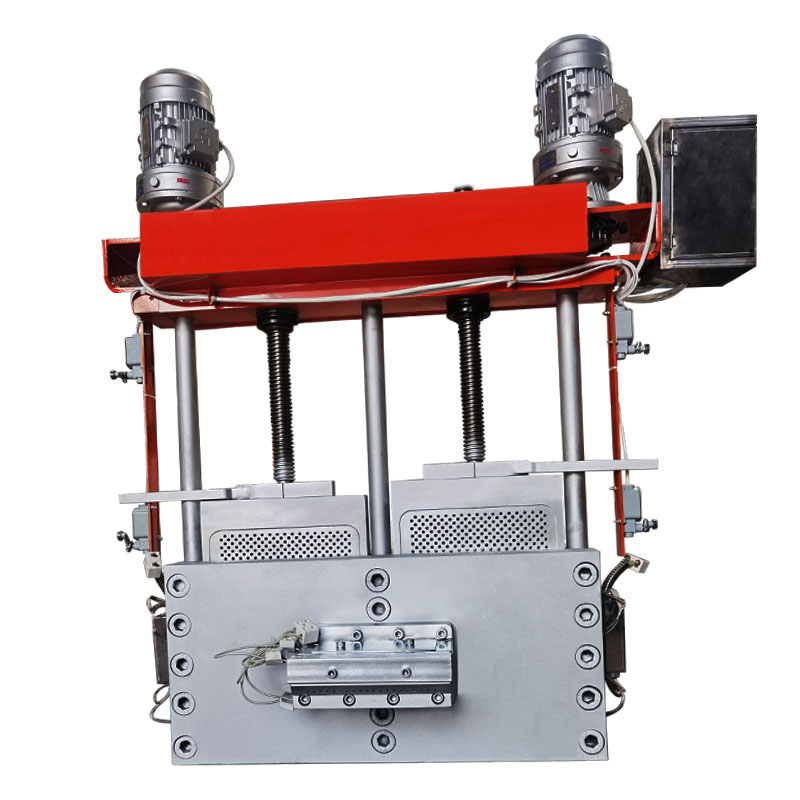
મોલ્ડ: હાઇડ્રોલિક ફિલ્ટર ચેન્જર
રંગ: કસ્ટમાઇઝ્ડ
હીટિંગ પદ્ધતિ: કાસ્ટ-અલ હીટિંગ
ક્ષમતા: 20 સેટ / મહિનો
પાવર: કસ્ટમાઇઝ્ડ
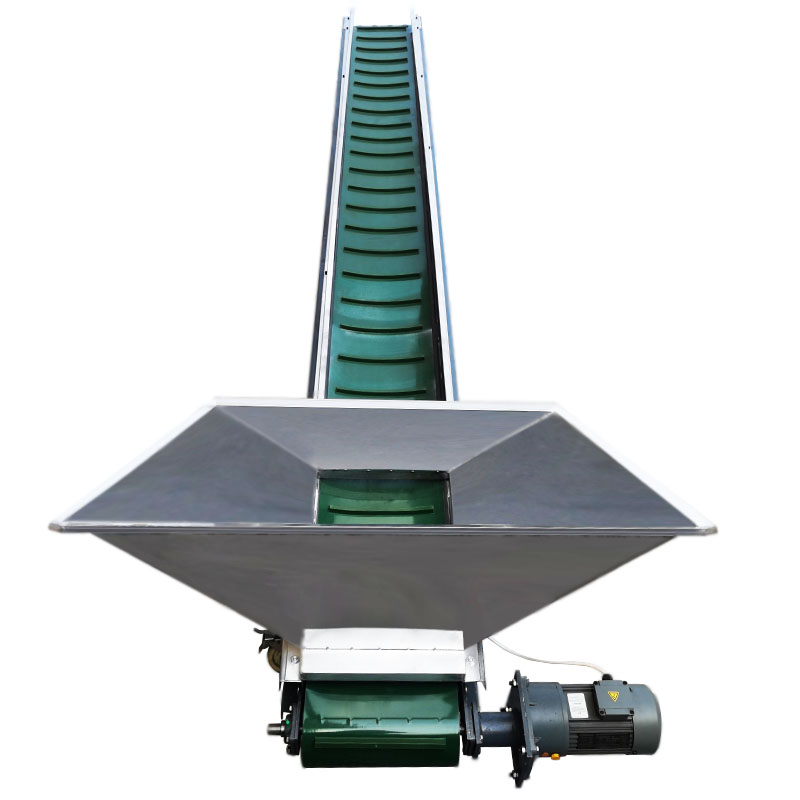
નામ: પ્લાસ્ટિક ગ્રાન્યુલેટર મશીન
સામગ્રી: 38CrMoALA
માર્કેટિંગ પ્રકાર: સામાન્ય ઉત્પાદન
(1) મશીન ચલાવતા પહેલા આશરે ચાલીસ કે પચાસ મિનિટ માટે તાપમાન વધારવું.તાપમાનમાં વધારો કરો અને મોટર ત્રિકોણ બેલ્ટને છૂટા ન થાય ત્યાં સુધી મેન્યુઅલી ખેંચો;નિયમિત ઓપરેટિંગ રોટેશનની દિશામાં આઠ અને 10 વખત વચ્ચે સતત ખેંચો.લગભગ દસ મિનિટ પછી, મશીનને ચાલુ કરતા પહેલા તેને થોડી વધુ ગરમ થવા દો કારણ કે સામાન્ય ઉત્પાદનને હજુ પણ ગરમી આપવાની જરૂર છે;
પ્લાસ્ટિકના ગુણો પર આધાર રાખીને, તાપમાનને યોગ્ય રીતે ગોઠવો.
(2) પેલેટાઈઝરનું તાપમાન સ્થિર હોવું જોઈએ, જ્યારે તે સામાન્ય રીતે કામ કરતું હોય ત્યારે ઊંચું કે નીચું ન હોવું જોઈએ.મશીન હેડનું તાપમાન વેન્ટ ઓપનિંગની નજીક અથવા લગભગ 200 °C પર જાળવવું આવશ્યક છે (સામગ્રી C અને સામગ્રી B નો સંદર્ભ લો).
(3) પુરવઠાની કોઈ અછત ન હોવી જોઈએ અને ખોરાક એકસમાન હોવો જોઈએ.મશીનની ફીડિંગ સ્પીડ અને ફીડ રેટ યોગ્ય રીતે મેળ ખાતો હોવો જોઈએ.નહિંતર, કણ આઉટપુટ અને ગુણવત્તાને નુકસાન થશે.
(4) મશીન બંધ થાય તે પહેલાં મુખ્ય એન્જિન સંપૂર્ણપણે ડિસ્કનેક્ટ થયેલ હોવું જોઈએ.સમાવેલ રેંચ સાથે હેડ પ્લગ દૂર કરો.અનુગામી ઉપયોગ પહેલાં, અલગથી ફરીથી ગરમ કરો.
ઉત્પાદનોની શ્રેણીઓ
-

PP HDPE LDPE ફિલ્મ વણાયેલી બેગ વેસ્ટ પ્લાસ્ટિક રેક...
-

PE.PP પલ્વરાઇઝર મશીન હાઇ આઉટપુટ પ્લાસ્ટિક Gr...
-

લો આઉટપુટ પ્લાસ્ટિક રી માટે PP PE હાર્ડ સ્ક્રેપ સૂટ...
-

પાણીની નીચે પ્લાસ્ટી માટે દાણાદાર બનાવે છે...
-

પીએસ રિસાયકલ કરેલ સ્ક્રેપ એક્સ્ટ્રુ માટે ગ્રાન્યુલેટીંગ મશીન...
-

પ્લાસ્ટિક ગ્રાન્યુલેટર રિસાયક્લિંગ ગ્રાન્યુલેટર વેસ્ટ પી...





